


Manufacturing Technology

Stage 1
Main raw materials used in the manufacturing of Dong Giang Joint Stock Company’s wire and cable products
These are traditional materials used in the manufacturing of power transmission wires and cables. They include copper or aluminum as electrical conductors, and PVC (Polyvinyl Chloride), XLPE (Cross-linked Polyethylene), or LSZH (Low Smoke Zero Halogen) for insulation and protective sheathing.
Additional auxiliary materials include: steel or aluminum armoring tapes, PP filler for shaping, various PP tapes, PVC tapes, copper tapes, aluminum tapes, and anti-blocking powder… these will be incorporated according to the specific technical specifications of each product.
Additional auxiliary materials include: steel or aluminum armoring tapes, PP filler for shaping, various PP tapes, PVC tapes, copper tapes, aluminum tapes, and anti-blocking powder… these will be incorporated according to the specific technical specifications of each product.
Stage 2
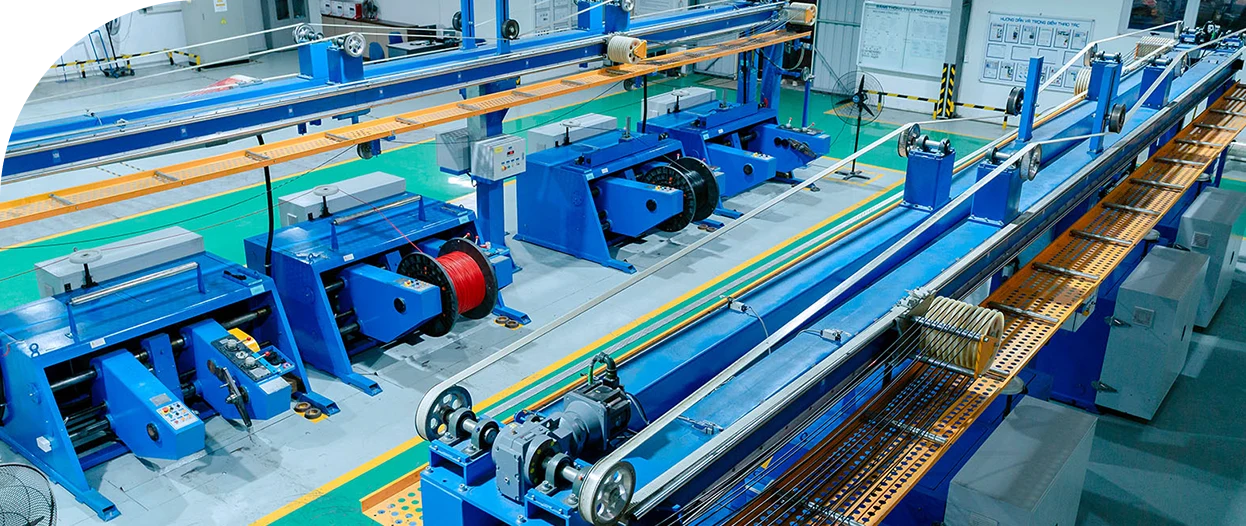
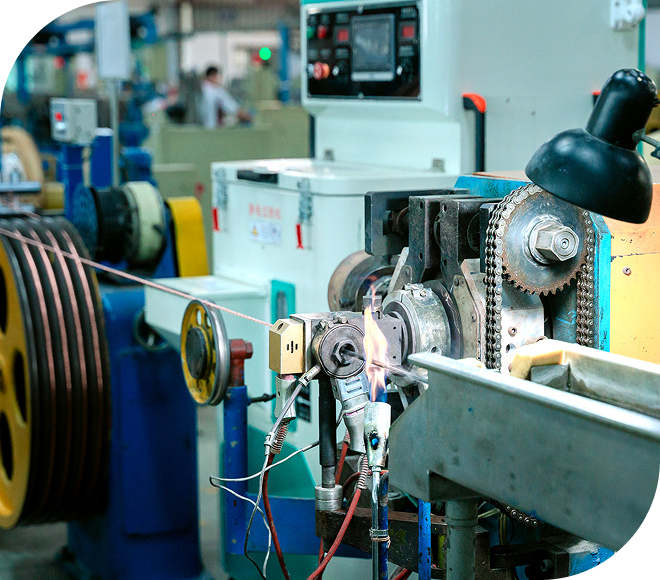
Continuous Copper Wire Drawing and Annealing
The raw copper rods are typically purchased in diameters specified by the manufacturer. To achieve the precise wire gauges required for each product, the copper is drawn down to regulated diameters. Throughout the drawing process, the copper wire passes through a continuous annealing system, which brightens and softens the wire while significantly enhancing its electrical conductivity.
Stages of the Wire Drawing Process:
Step 1: Heavy Drawing (11-Die Machine): Processes 8.0mm copper rods into output diameters ranging from 1.6mm to 3.5mm. This stage also prepares 2.6mm blanks for intermediate drawing and 2.0mm blanks for multi-wire drawing.
Step 2: Intermediate Drawing (17-Die Machine): Processes 2.6mm blanks into output diameters from 0.4mm to 1.6mm.
Step 3: Fine Drawing (Multi-wire Machine – 16 wires, 22 dies): Processes 2.0mm blanks into fine output diameters from 0.16mm to 0.5mm.
During these continuous drawing and annealing stages, the copper wire is annealed in a pure Nitrogen atmosphere to ensure a bright, oxide-free finish. Additionally, the wires are pulled through dies and a lubricating emulsion system, which cools the wire, reduces frictional heat, and protects the drawing dies from thermal damage.
Stages of the Wire Drawing Process:
Step 1: Heavy Drawing (11-Die Machine): Processes 8.0mm copper rods into output diameters ranging from 1.6mm to 3.5mm. This stage also prepares 2.6mm blanks for intermediate drawing and 2.0mm blanks for multi-wire drawing.
Step 2: Intermediate Drawing (17-Die Machine): Processes 2.6mm blanks into output diameters from 0.4mm to 1.6mm.
Step 3: Fine Drawing (Multi-wire Machine – 16 wires, 22 dies): Processes 2.0mm blanks into fine output diameters from 0.16mm to 0.5mm.
During these continuous drawing and annealing stages, the copper wire is annealed in a pure Nitrogen atmosphere to ensure a bright, oxide-free finish. Additionally, the wires are pulled through dies and a lubricating emulsion system, which cools the wire, reduces frictional heat, and protects the drawing dies from thermal damage.

Stage 2
Aluminum Wire Drawing Process
The raw aluminum rods typically have a standard diameter of 9.5mm. During production, these rods are drawn down to specific diameters as required by the final product. Due to the technical characteristics of aluminum cores, the drawing process does not require annealing. Since the required output diameters are relatively large, the system utilizes a single-stage high-capacity drawing process using a 13-Die Twin-Wire Heavy Drawing Machine.
Input & Output Specifications:
Input: 9.5mm aluminum rods.
Output: Product diameters ranging from 1.7mm to 4.5mm.
Throughout the process, the aluminum wire is pulled through a series of dies and a specialized oil lubrication and cooling system. This system effectively dissipates frictional heat, ensuring consistent wire quality and protecting the drawing dies and equipment from thermal damage.
Input & Output Specifications:
Input: 9.5mm aluminum rods.
Output: Product diameters ranging from 1.7mm to 4.5mm.
Throughout the process, the aluminum wire is pulled through a series of dies and a specialized oil lubrication and cooling system. This system effectively dissipates frictional heat, ensuring consistent wire quality and protecting the drawing dies and equipment from thermal damage.
Stage 3
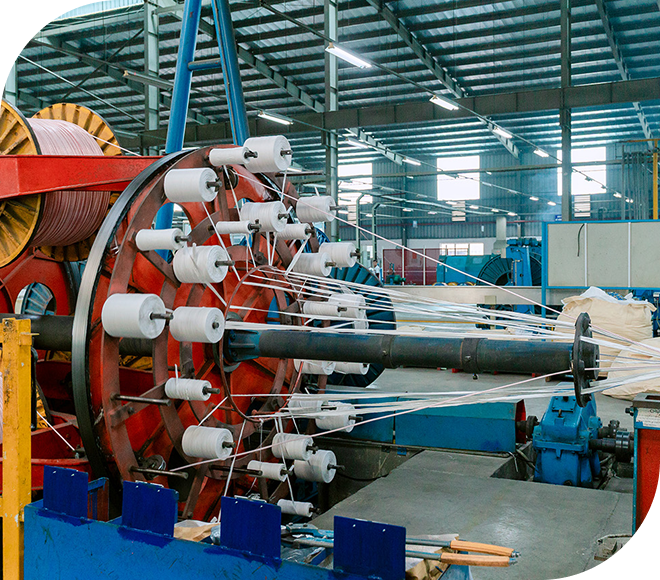
Conductor Stranding
Stranding is the process of creating the conductor core for final insulation or as a semi-finished component for subsequent production stages.
- Flexible Copper Stranding (Class 5): Used in manufacturing conductors for flexible wire products. This process utilizes double-twist bunching machines equipped with multiple payoff units to strand various wire sizes (ranging from 12 to 120 wires).
- Copper/Aluminum Stranding (Class 2 – Non-compacted and Compacted Circular): Used for manufacturing conductor cores for power cable products. This stage employs various equipment, including double-twist, tubular, and rigid-frame stranding machines. The product structures typically consist of 7 to 61 wires.
- Diameter and number of copper or aluminum wires.
- Conductor resistance.
- Lay length (Stranding pitch).
- Stranding die diameter and final core diameter.
Quality Control in the Stranding Process: The production of stranded conductors is strictly controlled through the following parameters:
Stage 4
Insulation Extrusion
Following the conductor stranding process is the insulation coating stage. Depending on the specific product requirements, different types of insulating thermoplastic or thermoset compounds are used, such as PVC, XLPE, or LSZH (Low Smoke Zero Halogen). This stage can produce the final insulated wire or a semi-finished insulated core for subsequent manufacturing processes.
Single-phase wires/cables
Our cables feature Cu/PVC, FR-PVC, or LSZH structures, supporting 300/1000V with superior flame retardancy and low-smoke safety standards.
LV/MV Power Cables (Cu/Al)
Dong Giang power cables feature Cu/Al cores with XLPE/PVC insulation, ensuring durable performance for operating voltages between 600V and 1000V
Flexible Cord and Cable Products
Our flexible cable series features a Cu/PVC/PVC structure with a rated operating voltage of 300/500V. Both the insulation and outer sheath are made from high-grade PVC (Polyvinyl Chloride). To ensure ease of installation and equipment connection, the internal cores are either color-coded or numbered sequentially throughout the entire length of the insulation for clear identification.
Stage 5
Core Stranding and Laying-up
After the conductors are insulated with PVC, XLPE, or LSZH and identified by color or sequential numbering, they undergo the laying-up process. Depending on the product specification, 2, 3, 4, or 5 insulated cores are stranded together to form a core assembly before the final sheathing.
Standard Power Cables: During this stage, the cores are twisted together with a standardized lay length. PP (Polypropylene) fillers and PP binding tapes are incorporated to fill the gaps and provide a firm, circular cross-section for the cable assembly.
Twisted Cables (Aerial Bundled Cables): For twisted cable products, the insulated cores are stranded together directly to form the final product without the need for PP fillers or binding tapes to create a circular profile.
Standard Power Cables: During this stage, the cores are twisted together with a standardized lay length. PP (Polypropylene) fillers and PP binding tapes are incorporated to fill the gaps and provide a firm, circular cross-section for the cable assembly.
Twisted Cables (Aerial Bundled Cables): For twisted cable products, the insulated cores are stranded together directly to form the final product without the need for PP fillers or binding tapes to create a circular profile.


Stage 6
Inner Sheathing
The inner sheath serves as a protective cushion between the insulated core assembly (or single insulated wires) and the metallic armoring layer (aluminum or steel tape). The thickness of this inner sheath strictly complies with the specific standards applicable to each product category.
For PVC-insulated products with small cross-sections, a filling-method inner sheath is applied. During this process, a specialized anti-sticking powder is used to treat the interface, ensuring that the insulation and the outer sheath do not adhere to each other, allowing for easy stripping during installation.
For PVC-insulated products with small cross-sections, a filling-method inner sheath is applied. During this process, a specialized anti-sticking powder is used to treat the interface, ensuring that the insulation and the outer sheath do not adhere to each other, allowing for easy stripping during installation.

Stage 7
Protective Armouring
For underground cables, the armouring process is performed immediately after the inner sheathing. This layer is designed to protect the cable from mechanical impacts and prevent damage from rodents or insects, ensuring the long-term safety of the cable’s internal structure.
Single-core Cables: We apply non-magnetic metallic armouring, consisting of two layers of 0.5mm thick aluminum tape.
Multi-core Cables (≥2 cores): We utilize two layers of steel tape with thicknesses of either 0.2mm or 0.5mm, determined by the calculated diameter of the inner sheath.
Single-core Cables: We apply non-magnetic metallic armouring, consisting of two layers of 0.5mm thick aluminum tape.
Multi-core Cables (≥2 cores): We utilize two layers of steel tape with thicknesses of either 0.2mm or 0.5mm, determined by the calculated diameter of the inner sheath.

Stage 8
Outer Sheathing
The outer sheath serves as the primary barrier protecting the cable core from environmental factors, enhancing durability, and providing aesthetic value. The sheath thickness strictly adheres to regulated standards. For PVC-insulated products, the sheath is applied using a filling method combined with an anti-sticking treatment.
While standard colors are available, we also customize sheath colors based on customer requirements. Technical specifications and length markings are applied using rotary printing or electronic inkjet technology, ensuring that the information remains clear and durable even under harsh weather conditions.
While standard colors are available, we also customize sheath colors based on customer requirements. Technical specifications and length markings are applied using rotary printing or electronic inkjet technology, ensuring that the information remains clear and durable even under harsh weather conditions.

Stage 9
Quality Inspection, Packaging, and Warehousing
All wire and cable products manufactured by Dong Giang JSC are only approved for warehousing and delivery after passing a comprehensive series of quality inspections:
Electrical Tests: Conductor resistance and insulation resistance.
Physical Tests: Thickness of insulation, inner sheath, and metallic armor specifications (for underground cables).
Final Inspection: Visual appearance and structural integrity.
Packaging Specifications: Depending on the product type, cables are either coiled in lengths of 100–200m or wound onto industrial reels (drums) of appropriate lengths. To maintain quality during storage and transport, all products are equipped with moisture-proof end caps, clearly labeled for identification, and securely shrink-wrapped for protection.
Electrical Tests: Conductor resistance and insulation resistance.
Physical Tests: Thickness of insulation, inner sheath, and metallic armor specifications (for underground cables).
Final Inspection: Visual appearance and structural integrity.
Packaging Specifications: Depending on the product type, cables are either coiled in lengths of 100–200m or wound onto industrial reels (drums) of appropriate lengths. To maintain quality during storage and transport, all products are equipped with moisture-proof end caps, clearly labeled for identification, and securely shrink-wrapped for protection.